



Оцени сайт

 Оцени сайт
Оцени сайт
Рекомендации по использованию Dental Sand PRO и Dental Bleach PRO
Фотополимер Dental Sand PRO и Dental Bleach PRO предназначены для печати временных коронок и мостов длительного ношения. За счёт низкого влагопоглощения и сбалансированного наполнения микрокерамикой данный материал позволяет изготавливать ортопедические конструкции с большим ресурсом прочности и износостойкости. Напечатанные коронки и мосты хорошо полируются и могут быть индивидуализированы с помощью композитных красителей. Слабовыраженный запах и отсутствие вредных мономеров позволяет работать с ним даже в небольшой лаборатории.
Общие рекомендации
В зависимости от используемого оборудования цементный зазор может варьироваться от 60 до 120 микрон. Рекомендуем подобрать оптимальный зазор с помощью посадки на модель.
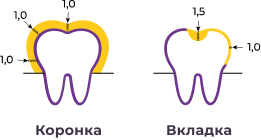
Минимально рекомендуемая толщина стенки для длительного ношения, мм.

В случае неудавшейся печати (частично или полностью не напечатанной модели, полимеризованных частиц в ванне / на плёнке 3D-принтера) профильтруйте фотополимер через фильтр для краски 190 мкм.

Использование принтеров, оснащенных алюминиевой платформой без защитного покрытия может приводить к изменению оттенка получаемых изделий ввиду абразивных свойств керамики в составе материала. В таких случаях следует установить дополнительную защиту платформы, рекомендуемую производителем принтера. Это может быть магнитная пластина, матированное стекло или анодированная версия платформы.
Печать
Материал HARZ Labs Dental Sand PRO и Dental Bleach PRO прошли проверку и валидацию на различных устройствах (3D-принтерах, устройствах для промывки, прогрева и полимеризации). Мы непрерывно работаем над валидацией актуального оборудования. Перечень совместимых устройств указан в таблице постобработки на нашем веб-сайте harzlabs.ru в разделе "поддержка".
Заполнение кюветы принтера
Перед печатью убедитесь, что температура фотополимера находится в диапазоне 23-28 °C. Хорошо взболтайте фотополимер в течение не менее 2 минут. Материал должен быть непрозрачным и иметь однородную консистенцию. Не допускайте попадания света на открытый материал. Налейте фотополимер в кювету 3D-принтера по уровню. Не смешивайте материал с чем-либо, в том числе с другими материалами для печати. Не допускайте попадания инородных веществ в материал.

Настройки
Отправные настройки для вашего оборудования указаны на сайте в разделе технической поддержки. Придерживайтесь инструкции по эксплуатации 3D-принтера и рекомендациям производителя оборудования. Перед печатью коронок, мостов и др. обязательно напечатайте калибровочный тест и убедитесь, что параметры подобраны корректно. Для корректировки параметров воспользуйтесь руководством по использованию калибровочного теста.
Снятие напечатанных деталей с платформы
После завершения процесса печати необходимо при помощи шпателя или канцелярского ножа отделить напечатанные объекты от рабочей платформы принтера. Используйте защитные очки и перчатки.
Очистка напечатанных деталей, этап 1
Очистите напечатанные объекты в течение 3 минут в этиловом или изопропиловом спирте (> 95 %) для удаления лишнего фотополимера с поверхности модели. Используйте ультразвуковую ванну без подогрева или промывайте изделия вручную при помощи смоченной в спирте синтетической кисти.
Очистка напечатанных деталей, этап 2
Погрузите напечатанные объекты в чистый этиловый или изопропиловый спирт (> 95 %) и промойте изделие дополнительно в течение трех минут при помощи ультразвуковой ванны без подогрева. Визуально убедитесь в качестве промывки изделия: на поверхности не должно быть следов жидкого фотополимера. Проверьте отверстия, посадочные места и др. на качество промывки.


Меры предосторожности: Общее время очистки в этиловом или изопропиловом спирте не должно превышать 6 минут, поскольку это может привести к появлению дефектов в напечатанных деталях.
После очистки напечатанный объект сушится при помощи сжатого воздуха под вытяжкой. Если после этого на поверхности объекта остается жидкая смола, ее можно полностью удалить посредством повторного обрызгивания этиловым или изопропиловым спиртом (> 96%) и повторного обдува.
Прогрев изделия в сухожаровом шкафу
После очистки и обдува сжатым воздухом поместите напечатанный объект в предварительно прогретый до 80 °C лабораторный или медицинский сухожаровой шкаф на 10 минут. Нагрев необходим для снятия напряжений внутри моделей, испарения спирта с поверхности изделия, а также частичной полимеризации без потери цвета.
Не допускайте перегрева моделей: не используйте устройства без точного контроля температуры (бытовые приборы, стерилизаторы маникюрных инструментов и т.д.) Рекомендуемое оборудование для прогрева вы можете найти в разделе постобработки.
Удаление поддержек
Поддержки могут быть удалены как после промывки изделия, так и после прогрева. Удаление поддержек после прогрева снизит риск образования кратеров от точек контакта на поверхности модели. Поддержки могут быть удалены как вручную, так и с помощью ручного инструмента.

Окончательная полимеризация
Для окончательной полимеризации необходимо использовать полимеризационную камеру с источником ультрафиолета. Процесс полимеризации объекта осуществляется без использования модели. По его завершении объекту дают остыть в течение 3–5 мин, пока он не станет прохладным на ощупь.
Настоятельно рекомендуется использовать камеру для УФ-отверждения Magnum Flash Dental PRO или Otoflash G171.
Для получения заявленных свойств и необходимого цвета используйте рекомендации из таблицы.
Полимеризационная лампа
Magnum Flash Dental PRO
Цикл фотополимеризации
Dental Sand PRO
Полимеризационная лампа
Otoflash G171
Цикл фотополимеризации
3000 вспышек

Материал HARZ Labs Dental Sand PRO и Dental Bleach PRO прошли проверку и валидацию в сочетании с различными устройствами для постполимеризации. Дополнительный перечень совместимых устройств можно посмотреть в разделе постобработки.
ПРЕДУПРЕЖДЕНИЕ! Допускается использование только одобренных HARZ Labs систем, параметров материалов и оборудования. В обязательном порядке необходимо соблюдать все этапы обработки изделий. В противном случае присутствует высокий риск получения ненадежных и/или непригодных к применению стоматологических изделий, которые могут поставить под угрозу безопасность пациента.
Примечание: данные по настройкам, обработке и прогреву применимы только на регулярно обслуживаемых и поверяемых приборах, обеспечивающих надлежащую стабильность интенсивности света и спектра, температуры и др.
Финишная обработка
Полностью обработанные изделия можно обрабатывать механически с использованием твердосплавных фрез и абразивного инструмента. Полируйте, используя полиры и полировочную пасту. Не допускайте перегрев изделий в процессе механической обработки и полировки.